Slag Beneficiation Plants
Ferronickel Slag Beneficiation Applications
BAS provides full process flow design, engineering, and the correct separation steps as a turn-key solution for slag recovery. Accurate mineralogical analysis, particle liberation degree, particle size distribution and the right beneficiation tests applied to the sample are the main criteria for project success.
Nickel ore is most widely preferred in stainless steel alloys and high-strength applications because of its resistance to corrosion, rust and heat. More than 60% of nickel produced worldwide is used in stainless steel production.
Ferronickel (FeNi) produced from lateritic nickel ores is an important raw material for stainless steel production. Lateritic ores can be defined as garnierite ores rich in magnesium and silica, or limonite ores rich in iron, and contain 1–3% nickel. Nickel Pig Iron (NPI), recently used in the production of 200 and 300 series stainless steels, is also produced from lateritic nickel ores. NPI can be defined as a low-alloy ferronickel containing 3–12% Ni, produced similarly to ferronickel. From sulphide nickel ores, metallic nickel is generally produced as cathode, briquette or oxide.
Due to declining resources, nickel production from secondary sources has become widespread. Just as slag forms when copper is enriched by pyrometallurgical methods, nickel also produces slag during smelting. Slag is a by-product of oxides, silicates or borates that separates from the molten product by density during smelting, or that arises from facilities using coal/solid waste as fuel. During metal production, slag absorbs impurities such as phosphorus and sulphur from the metal, forms an interface with the liquid metal, and prevents both metal contamination and heat loss.
Pyrometallurgical processes produce very large amounts of slag; if not properly recycled, this slag becomes a source of air, soil and water pollution. Regular landfills are required and disposal costs increase. Because slag piles are porous, rainwater seeps through and interacts with the slag, causing environmental pollution that affects plants and human health. To meet environmental responsibility, the industry is taking positive steps to recycle slag.
Slag is heavier than natural aggregates, which is a disadvantage for processing and transport. However, it is preferred due to nearby transport routes, the absence of blasting costs, the lack of need for large earth-moving equipment for primary size reduction, lower workforce requirements and lower initial investment costs.
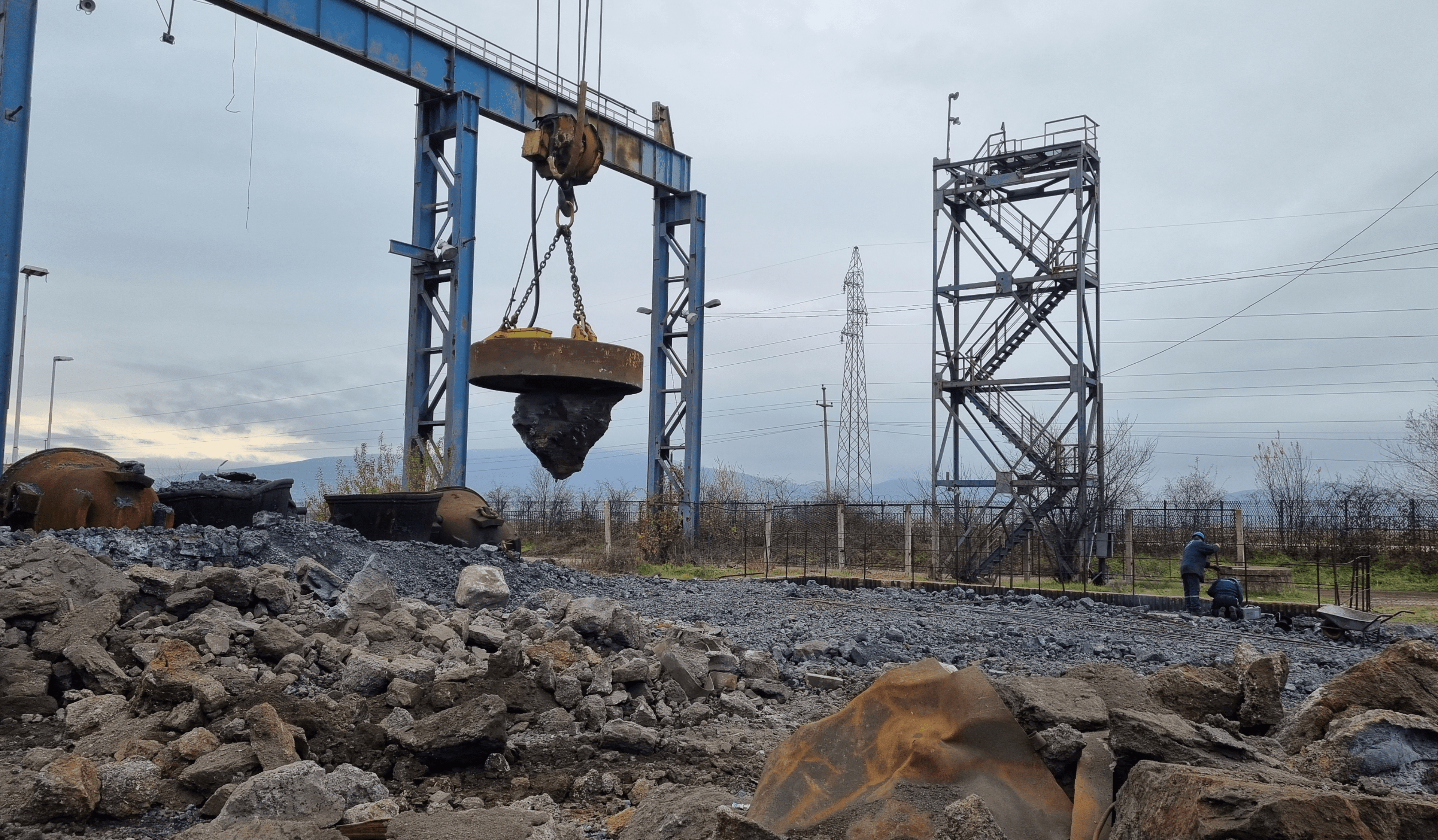
By establishing a slag recovery plant, in addition to eliminating waste-disposal costs, valuable materials lost in slag can also be recovered. Through various physical processes such as crushing, screening, grinding and magnetic separation, the nickel and iron compounds contained in the slag are recovered for metal production, while the remaining slag is sized for use as filler material such as aggregate.
Storage silos, bunkers, vibratory feeders, primary and secondary crushers, screens, mills, permanent and/or electromagnetic separators, conveyor belts, electrical/electronic equipment, thickeners and press filters are some of the equipment used in slag recovery plants.